基于S7-300物料分拣控制系统设计及仿真
基于S7-300物料分拣控制系统设计及仿真
王 刚
(四川信息职业技术学院 四川 广元,628017)
摘 要 通过对现行物料分拣控制系统的调查和研究,设计了以PLC为控制核心,以WinCC flexible为仿真软件的物料分拣控制监控系统,应用PLC技术结合气动、传感器等技术,设计不同类型材料的自动分拣控制系统,最终经过多次调试实现了我们所需要的全部设计要求。该系统的灵活性较强,采用模块化程序设计,开发简单,可适应进行材料分拣的弹性生产线的需求。
关键词 S7-300;物料;分拣;控制系统
中图分类号 TP273.1 文献标志码 A
Design and Simulation of Material Selecting Control System based on S7-300
Wang Gang
(Sichuan Institute of Information Technology,Guangyuan,Sichuan,China,628017)
Abstract Through the investigation and study of the current material sorting control system, the material sorting control monitoring system was designed, in which the PLC is control core and WinCC flexible is the simulation software. The PLC technology was used combining with pneumatic and sensor, the automatic sorting control system for different types of materials was designed. After many debugging, all the design requirements for our need were realized. The flexibility of the system is strong, the use of modular program design and development of simple, the system can adapt to material sorting demand for flexible production line.
Key words S7-300; Materiel; Sorting; Control system
本文对现代加工制造生产过程的物料传送与分拣具有推广借鉴意义.随着社会的不断发展,自动化技术的应用越来越广泛,为了减少人力资源成本,提高生产效率,尤其在物料行业,如采用人工分拣的方式,会导致生产效率低,生产成本高,从而使得企业的竞争能力较差,物料的自动分拣已成为企业的首选。针对上述问题,本文利用 可编程控制器和WinCC flexible相结合的技术设计了一种成本低,效率高的物料自动分拣装置,在物料分拣过程中取得了较好的控制效果。
1 物料分拣控制系统结构组成
物料分拣控制系统结构包含以下几个部分:驱动电机、4个气缸、直流电源、传送带、铜质物料框、铝质物料框、铁质物料框、其他物料筐、PLC、文本显示器,具体框图如图1所示。
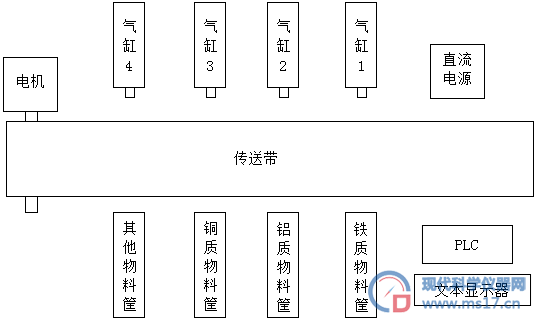
图1各机构位置分布
工作原理:当机构接通电源,传送带向左运行,总计数器开始计数,四种传感器准备检测物料,例如磁性传感器检测到铁质物料,传送带停止传送,PLC此时给电磁阀1通电,电磁阀1线圈得电,促使气缸1推出推杆,将铁质物料推出传送带,推下滑槽,铁质物料的计数器计数,磁性传感器检测到物料消失后,电机恢复运行,继续传送物料。重复以上动作,达到物料分拣的效果。物料下了滑槽自动装箱。
2 物料分拣控制系统功能
1)电机的控制及选型:总电源接通,由驱动器驱动,按下启动按钮,电机转动并带动传送带运行,传感器检测到物料则停止,物料被推下后,再自行启动。
选型:在选型的时候,要考虑电机的负载情,在知道负载的功率(即生产机械轴上的功率)Pl(kW).可按下式计算所需电动机的功率P(kW): P=P1/η1η2,式中 η1为生产机械的效率;η2为电动机的效率。即传动效率。 按上式求出的功率,不一定与产品功率相同。因此.所选电动机的额定功率应等于或稍大于计算所得的功率。
2)电机的驱动器:由PLC控制。
3)四个传感器及选型:是PLC的输入。总电源接通后一直带电,检测传送带传送过来的物料是否符合相应要求,符合要求时能及时发出信号给PLC,做出相应动作。
选型:当检测体为金属材料时,应选用高频振荡型接近开关,该类型接近开关对铁镍、钢类检测体检测最灵敏,对铝、黄铜和不锈钢类检测体,其检测灵敏度就低;当检测体为非金属材料时,如;木材、纸张、塑料、玻璃和水等,应选用电容型接近开关。所以可以选择接近开关FRCM12-2DN。
4)四个电磁换向阀及选型:是PLC的输出。当PLC发出信号,电磁换向阀线圈得电接通相应触点,对气缸做出动作。
5)四个气缸:电磁换向阀操作气缸推动方向,推杆推出并推下物料后,自动缩回。
6)计数器:在传感器检测到物料后,发出信号给PLC,在PLC内部计数器计数,并在文本显示器上显示。分为四个分类计数器和一个总计数器。
3 物料分拣控制系统软件设计
根据对控制功能的分析,可以确定PLC控制系统的输入、输出地址分配,根据I/O口分配,可以画出物料分拣控制系统外部接线图,如图2所示。
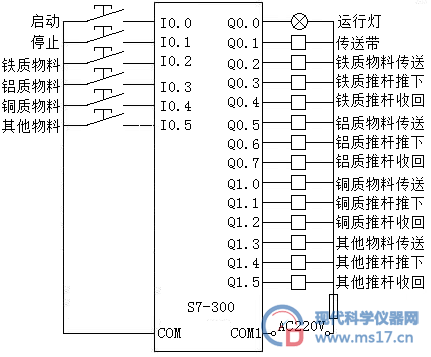
图2物料分拣控制系统外部接线图
该控制系统软件采用PLC的LAD语言编写,针对LAD语言的特点,本设计在系统软件的设计时,采用了结构化程序模块设计方法。即先把程序分为检测、执行两大的模块,然后再划分为铁质物料、铝质物料、铜质物料、其他物料等子模块,一直到所导出的子模块能直接用编程语言实现为止。在编程时力求每个模块的独立性和通用性,而且做到清晰易读、易修改,PLC编程整体流程如图3所示。
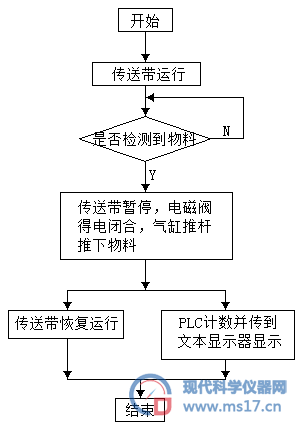
图3 物料分拣控制系统流程图
4 物料分拣控制系统监控软件设计
本次仿真组态运用WinCC flexible 软件来实现的,如图4所示。界面组态元件:铁质推杆、铝质推杆、铜质推杆、其他推杆、铜质物料框、铝质物料框、铁质物料框、其他物料筐、同步电机、传送带、铁质传感器监视、铝质传感器监视、铜质传感器监视、其他传感器监视、四个分类计数器和一个总计数器。
进行组态画面设置,编辑图形,点击启动,运行灯点亮,单击颜色按钮,传送带运行并进行计数。
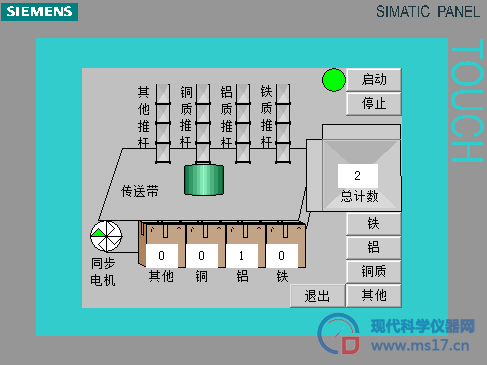
图4 物料分拣控制系统监控界面
5 调试
1)PLC程序调试
将所编写的梯形图程序进行编译,通过上下位机的连接电缆把程序下载到PLC中。刚编好的程序难免有这样那样的缺陷或错误。为了及时发现和消除程序中的错误,减少系统现场调试的工作量,确保系统在各种正常和异常情况时都能作出正确的响应,需要进行离线测试,既不将PLC的输出接到设备上。按照控制要求在指定输入端输入信号,观察输出指示灯的状态,若输出不符合要求,则查找原因,并排除之。
2)文本显示器调试
将在S7-300软件中编写的文本显示器键盘及画面,通过上下位机的连接电缆下载到TD400C中,用通信电缆连接TD400C和PLC,使其构成通信。点击TD400C上的按钮,对PLC发出操作指令,观察PLC的输出信号,若输出信号不符合要求,则查找原因,并排除之。
3)整体调试
将设备接入PLC,进行联机调试,看是否满足要求,如果不满足要求,可通过综合调整软件和硬件系统,直到满足要求为止。
6 结论
物料分拣系统采用可编程控制器PLC进行控制,采用WinCC flexible界面进行监控,能大批量、连续地分拣物料,且物料的分拣错误率比较低,劳动强度也得到降低,可显著提高生产效率。而且,分拣系统可以灵活地与其他物流设备无缝连接,实现对物料分流、物料信息的分配和管理。其设计采用标准化、模块化的组装,具有系统布局灵活,维护、检修方便等特点,受场地原因影响不大。同时,只要根据不同的分拣对象,对本系统稍加修改即可实现要求。
参考文献
[1]吕慧敏. 基于PLC控制的物料分拣仓储系统的设计与实现[J]. 中国现代教育装备.2016
[2]李基有 傅沈文. 基于PLC控制的多传感器物料自动分拣系统设计[J]. 广东农工商职业技术学院学报.2016
[3]汪帮富. 基于PLC技术的液控分拣机械手的设计[J]. 机床与液压.2016
[4]廖长初主编.S7-300/400 PLC应用技术[M].北京:机械工业出版社.2011
[5]陶红艳主编.传感器与现代检测技术[M].北京:清华大学出版社 2009
[6]龚仲华主编.S7-200/300/400PLC应用技术(通用篇) [M] .北京:人民邮电出版社出版.2007
[7]高安邦主编.西门子S7-200/300/400系列PLC自学手册[M].北京:中国电力出版社.2013
[8]孙承志主编. 西门子S7-200\300\400PLC基础与应用技术[M].北京:机械工业出版社.2009
[9]龚仲华主编.S7-200/300/400 PLC应用技术(提高篇) [M] .北京:人民邮电出版社出版.2008
(资讯来源:《现代科学仪器》期刊,由“现代科学仪器网”官方发布,转载请注明来源)

关注本网官方微信 随时订阅权威资讯